|
影响因素之四 牙片与牙垫的安装
1.牙垫安装不正
牙垫安装不正糊盒,一边高一边低,在机器运转过程中,牙片与牙垫为线接触,这是绝对有害的。测量牙垫的高度参数,单排牙垫的高度误差保持在0.02mm以内。安装牙垫前上海电气,首先应将固定牙垫的基准表面清理干净,不能有毛刺。之后将牙垫略微固定,用胶锤将牙垫敲实,再拧紧固定螺钉。
2.牙片安装不当
(1)牙片的安装位置
若牙片的安装位置太靠前,牙排间进行交接时包装贸易,会剐破纸边,引起套印不准;在印刷时,牙片也会碰到橡皮布,使橡皮布上产生压痕。若牙片的安装位置太靠后,会减小牙片对纸张的咬合面积术语,也会引起套印不准。安装牙片时,应注意牙片与牙垫的位置关系,如图1所示。标准及认证 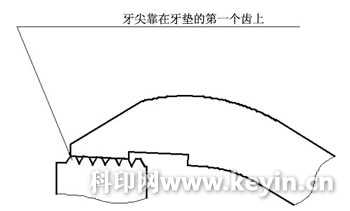
图1高保真印刷
(2)牙片安装方法
如果牙片安装不正,在机器运转过程中,牙片与牙垫的接触为线接触秋山国际,将会产生套印不准。
安装牙片时,侧边应与牙座的侧面平行(先不彻底拧紧牙片螺丝)。将牙片与牙垫间塞入厚度为0.03mm的塞规,检查牙片是否出现叼偏现象,适当改变牙尖的左右位置,直到牙片与牙垫的左右叼纸力相等德鲁巴,此时拧紧牙片固定螺丝。
影响因素之五 牙排的交接时间
当纸张从一个牙排传递给另一个牙排时,最理想的交接点应处于滚筒间的切点上。为保证交接过程的稳定,两个滚筒牙排之间的交接时间为1~1.5°,相当于共同叼纸2.5~3.5mm的距离,而这个交接时间或交接距离要以滚筒之间的切点为中心。如果交接点不准Adobe,会导致撕纸现象。如果滚筒牙排间没有交接时间,会造成纸张失控。如果交接时间太短,相关零件磨损后也会出现纸张交接失控现象,引起套印不准。如果交接时间过长,开、闭牙点远离滚筒切点糊盒,开牙角度过小,会产生撕纸现象。牙排交接时间问题是影响套印精度的主要原因,建议严格按照海德堡印刷机的标准数据进行调节。
1.机器“0”点的确定
刻线即印刷机的“0”点定位线。在墙板的相应位置有一直径为12mm的孔,该孔用于安装“0”点定位工具,安装定位方法如图2所示。认证 2.刻度盘的安装
在每一个压印滚筒叼口边的传动面企业,滚筒体靠近滚枕的凹槽处有一刻线(标有“D”),在第一组“D”刻线处,取出小传纸滚筒处的密封盖,插入专用固定轴杆并紧固。将刻度盘安装于轴杆上,安装指针教育,定位“0”点,如图3所示。商业轮转在中国 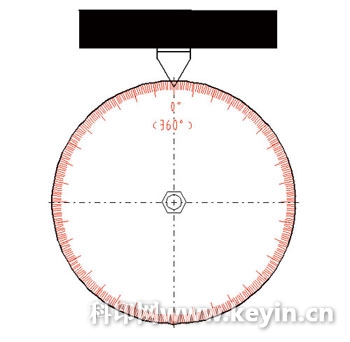
图3网屏
4.用塞规调节交接角度
根据经验,当没有刻度盘时,同样可以调节牙排的交接位置,这时调节工作应在牙排完全闭牙后的位置上进行。如图5所示,在调节螺钉下插入0.75mm厚的塞尺全印展,此时牙片应刚好闭牙。调节时应有良好的手感,以使每个牙片的叼纸时间一致。调整后,用拉纸条的方法检查牙排间的交接距离是否为2.5~3.5mm。唐山玉印 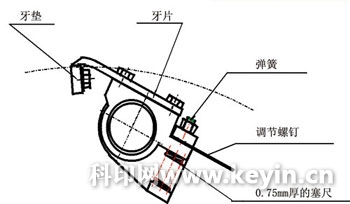
图5网络出版
5.调节中的误区
在设备使用过程中,当牙片叼纸力不够时,有人认为反向旋转调节螺钉可以增加牙片的叼纸力色序,这是错误的。实际上,牙片的叼纸力是靠弹簧控制的,不可调节。改变调节螺钉的位置只能改变交接时间, 每个维修人员对机器交接时间的调节方法会有所差别,但是其他包装,只要能够根据设备的运行原理进行调节,都能取得满意的调节效果。
影响因素之六 牙垫间隙
在滚筒牙排的交接过程中,如果牙垫间隙过大,纸张的前边口会出现波浪形的变形,导致印刷品出现甩角现象。在滚筒牙排交接过程中胶印,滚筒牙垫间的理想间隙应该与纸张的厚度相等。
1.如何调整牙垫间隙
在海德堡102系列胶印机中,每个机组的第一和第三小传纸滚筒的牙垫高度是可以调节的。在印刷厚度为0.3mm以下的纸张时,可以将刻度值调节为0.1mm,相当于牙垫的间隙值为0.2mm。当印刷厚度更大的纸张时,要根据纸张的厚度调节牙垫座的高低位置。例如食品包装,当印刷厚度为0.4mm的纸张时,应将刻度值调到0.4mm的位置。
每个小传纸滚筒上有3个牙垫座,每个牙垫座上有2个(两边)或3个(中间)固定螺丝,松开这些固定螺丝(如图6中③),将带有刻度的调节螺丝(如图6中②)调节到相应的刻度金属包装,而后拧紧固定螺丝,由此可改变小传纸滚筒相对于压印滚筒或大传纸滚筒牙垫的间隙。测评 
图6拼版

图7科印报告
正向量块的高度尺寸与滚筒牙垫相同,但精度更高,可以直接用螺丝固定在压印滚筒的相应位置上。反向量块的高度尺寸与滚筒牙垫相同,但斜度方向相反。
将小传纸滚筒所有牙垫座的刻度螺丝调节到“0”位,调节刻度螺丝下方的校正螺丝网印,使牙垫座尽量处于较低的位置。这是十分必要的,如果厂家动过这个螺丝,使牙垫座处在较高的位置上,在用量块进行调节时,可能会损坏牙垫座。
清理刻度调节螺丝及牙垫座下方校正螺丝上的灰尘活动,以保证后续调节过程的精确性。
用502胶将反向量块黏结于小传纸滚筒牙垫座的合适位置。首先清理黏结表面,每个牙垫座上黏结两个,最好分布于牙垫座的两侧,并且与压印滚筒牙垫位置相对应。
用牙垫螺丝将正向量块固定在压印滚筒或大传纸滚筒的相应位置上。盘车至滚筒交接位置,用厚度为0.1mm的塞尺测量两个滚筒上各个量块的间隙耗材,调节校正螺丝,直到用较小的力便可以将塞尺抽出为止。拧紧牙垫座的固定螺丝,再次检查量块之间的间隙是否发生变化,反复调节,使此间隙达到理想的水平。然后耗材,根据印刷产品的需要,调节小传纸滚筒的牙垫高度。印刷教育 影响因素之七 牙排中相关零件的磨损
在对设备进行大修或全面保养时,必须对滚筒牙排进行检修。牙排上的牙轴、牙座铜套或轴承磨损后,会使牙排的开、闭牙时间或单个牙齿的开、闭牙时间存在不确定性,使牙片的叼纸力变小艾司科,造成套印不准。牙排的弹簧杆轴及轴承损坏,会造成牙排叼纸力减小(大传纸滚筒及低点闭牙的第三小传纸滚筒)或开牙不灵活(压印滚筒及高点闭牙的小传纸滚筒)。开牙球磨损后,滚筒牙排的交接时间会发生改变,造成套印不准。在大 传纸滚筒上,若两牙排中的某一个开牙球发生磨损经营管理,会造成两牙排开、闭牙时间产生差异,造成印刷品的A、B重影。
应更换明显磨损的开牙球、牙轴铜套以及各种轴承及弹簧杆轴。可采用喷涂、刷镀等工艺修复牙轴。对牙座铜套处的牙轴磨损,建议先磨掉疲劳层,用刷镀的方法恢复牙轴精度。对牙轴在滚针轴承部位的磨损(一般在牙轴的两端),可以采用喷涂金属陶瓷的工艺秋山国际,用这种工艺修复的部位,其耐磨性超出原装牙轴。
牙轴上有20个左右空心销孔,均是与轴上的零件配钻而成。如果更换牙轴,则无法保证钻孔精度。因此,无论牙轴磨损多严重地图印刷,都不建议更换牙轴。
经过清洗、修复、更换零件后,牙排的性能可基本恢复到出厂时的水平。电子商务
总之,只要掌握印刷机的工作原理,精心维修和调节,就可以实现印刷品的套印准确。如果不对故障加以仔细分析洗涤用品包装,盲目地对各个部位进行维修或调节,设备的套印效果只会更糟。
若要保证印刷品的套印准确性,必须使所有影响套印精度的零部件处于合理的状态。操作人员和维修人员试图通过使用不正当的、不加分析而试试看的方法,达到理想的套印效果,其举动都将是徒劳的。不合理的维修和调节方法耗材,只能带来更坏的结果。科雷 |


 名片
名片 封套
封套 无碳联单
无碳联单 信纸
信纸 信封
信封 纸杯
纸杯
 画册书刊
画册书刊 宣传单
宣传单 折页
折页 PVC卡
PVC卡
 手提袋
手提袋 无纺布袋
无纺布袋 图片新闻
图片新闻