|
本文由著作权人或科印传媒旗下各刊授权科印网发表曼罗兰,任何个人、媒体(包括网站)不得对本文进行转载、摘编,如有违反,将依法追究行为人的侵权责任。
1.输纸板上方拉规机构的维修
(1)拆卸
①拉规球驱动机构整体拆卸技巧。要拆卸输纸板上方的拉规机构,必须首先拆卸拉规摆动轴上的圆锥销。在拆卸上方的油路后,用拔销器将圆锥销(图1包装装潢,带M5外螺纹)取出。拆卸圆锥销后再拆拉规轴中间的支撑架、操作面轴座上的固定螺丝及定位销,而后可将输纸板上方的拉规机构整体取出。人物 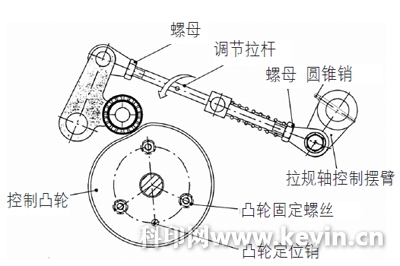
图1 拉规球起落控制机构曼罗兰
②拉规的拆卸技巧。首先应拆卸拉规中的平键。松开平健固定螺钉,一边松、一边按螺钉,这样取出螺钉时,平键位于键槽底部纸箱纸盒,可从侧面将平键取出,或移动拉规后取出。
(2)维修
①拉规摆臂修换原则。若拉规摆臂轴出现明显磨损或锈蚀,应更换。
同时,应更换拉规摆臂中的轴承HK1012。
②相关零件的定位。拉规摆臂的结构如图2所示。首先穿入拉规盖板,在拉规轴上铰空心销孔(或利用盖板上的原有销孔)当纳利,装入空心销,再装入拉规摆臂上的其他零件。高宝 
图2 拉规摆臂解体图出版动态
调节拉规盖板与弹簧摆臂的相对位置,使弹簧摆臂的上表面与拉规盖板的底面平行。在这个位置上,铰拉规摆臂轴上与弹簧摆臂定位的空心销孔。
当拉规摆臂驱动臂的上表面出现磨损时,可以补焊修复。
③拉规座。图3所示的内孔磨损时喷墨印刷,会导致拉规球下落及抬起时间不准确,每次拉规移位后,拉规球的动作时间发生变化,使拉规与递纸牙抢纸或出现纸张瞬间失控,造成拉规定位不准印刷设备,甚至引起前后方向的二次套印故障。评奖 
图3 拉规座当纳利
太阳化学设备操作
CTP 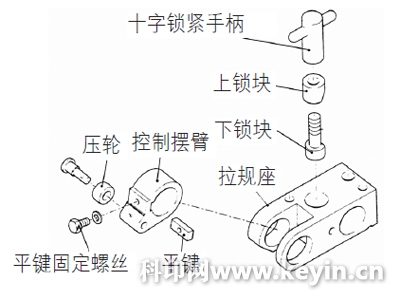
图4 上锁块、下锁杆、平键、压轮、控制摆臂示意图组合印刷
⑥平键。平键(图4)磨损后RIP,与键槽的配合间隙加大,使拉规的起落时间不稳定,应更换。
⑦压轮。由于锈蚀作用,压轮转动不灵活,致使外表面出现局部磨损裁切,拉规抬起时间变晚。此时应更换。
⑧控制摆臂。控制摆臂的内孔、平键键槽及两侧平面出现磨损时,拉规抬起时间不稳定,应更换。
(3)调节企业 
图5 拉规球调节数码印刷印后加工
①拉规球的调节(图5)。放开停锁杆,使拉规处于工作位置;点动机器到相应角度。对SM102印刷机,点动机器到305°~345°;对CD102印刷机裁切,点动机器到285°~325°;对老式HD102印刷机,点动机器到320°~0°。在拉规球到拉规定位板之间插入宽5mm、定量为135g/m2纸条;缓慢转动偏心轴,直到能感觉到纸条的轻微拉力,再继续按相同方向转动一个卡槽;取出纸条。
②拉规球起落时间调节。不同的机型拉规球的抬起与落下时间存在差异。SM102印刷机,拉规球与拉规条的接触时间为197°-5°CTP,抬起时间为355°+1°;对CD102印刷机,拉规球的落下时间为275°-5°,抬起时间为333°+1°;老式HD102印刷机,拉规球的落下时间为312°-5°,抬起时间为10.5°+1°。
调节完拉规球后PS版,应调节两侧拉规的拉规球落下时间的一致性,如图6所示。媒体 
图6 拉规球落下时间一致性调节色彩管理
若两侧拉规的落下时间不一致,可以某一侧的拉规为基准,松开另一侧拉规摆臂上的内六角螺丝,向上或向下略微转动拉规盖板当纳利,使两侧拉规球的落下时间一致。
调节方法如图7所示。检查拉规球的落下及抬起时间点,计算拉规球与拉规条的接触时间间隔(按前面所述的时间点计算,正确的接触时间间隔为58°~64°)。印后工艺 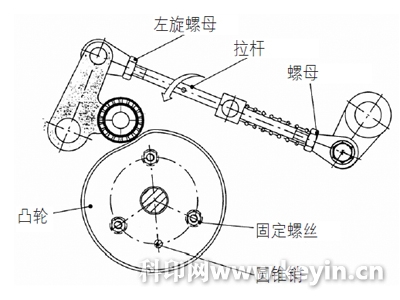
图7 调节拉规球起落时间版式设计
若接触时间间隔正确,而拉规球落下(或抬起)的时间点不正确,应调节凸轮的位置。调节方法为:取出圆锥销印刷检测,松开固定螺丝,转动凸轮,使拉规球下落时间点准确,拧紧固定螺丝。重新检查拉规球的接触时间点,准确无误后打样,重新铰圆锥销孔并安装定位销。若相差较大,在另一个位置重新钻、铰圆锥销孔。
若拉规球与拉规条的接触时间间隔不正确,则调节拉杆的长度。调节方法为:松开左旋螺母及螺母,转动拉杆,按图7中所示方向转动包装安全,拉杆长度缩短,拉规球接触时间缩短。按图7所示的相反方向转动拉杆,拉规球接触时间加长。调节后,锁紧左旋螺母及螺母,并重新检查拉规球接触时间。
2.拉规条驱动机构的维修
模切烫印压痕
网络出版
折页
标签 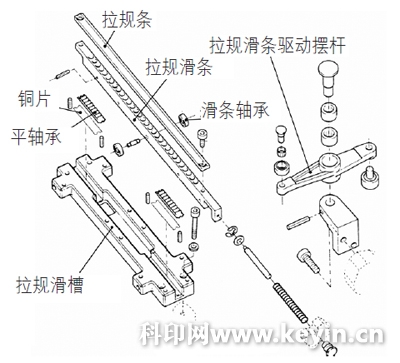
图8 拉规条驱动机构收购
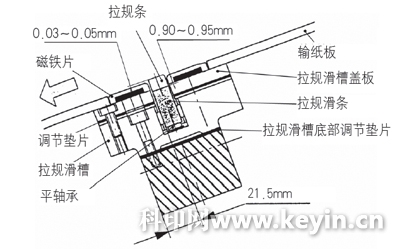
图9 检查高度调节化妆品包装
安装拉规条及磁铁板,检查拉规条相对于磁铁板的高度差。标准的磁铁板厚度应为(6-0.03)mm,当拉规条的厚度为(7.0-0.02)mm时(印刷薄纸的拉规条),拉规条应高于磁铁板0.03~0.13mm。
老式机器由于拉规滑槽中没有钢片图像处理,对拉规滑槽进行修复后可添加钢片。钢片由相应厚度的塞规手工制作,这样可方便以后的维修工作。
②拉规滑槽的安装北人股份 
图10 拉规滑槽的高度调节标签
安装高度:如图10所示,在安装整体拉规滑槽时,通过改变调节垫片的厚度,保证滑槽盖板与两侧小墙板上的输纸板固定平面处于同一高度。
有条件的厂家过度包装,可使用平尺检查并调节此高度关系。也可以使用测量表检查。
③安装位置
拉规滑槽与侧面墙板间的距离为70.5mm。还应注意拉规滑槽的侧面与小墙板垂直,两个拉规滑槽的侧面在一条线上。拉规滑条距离安装横梁(老机器无安装横梁)前边缘的距离为21.5mm。图像处理
|


 名片
名片 封套
封套 无碳联单
无碳联单 信纸
信纸 信封
信封 纸杯
纸杯
 画册书刊
画册书刊 宣传单
宣传单 折页
折页 PVC卡
PVC卡
 手提袋
手提袋 无纺布袋
无纺布袋 图片新闻
图片新闻