|
15.飞达头上的气阀需要保养吗?如何保养?
飞达头长时间使用行业法规,气阀芯的沟槽、气阀壳的吸气孔位置会存留一些纸粉,当纸粉堆积到一定程度后,带来的后果是:吸嘴吸力下降;飞达头转动阻力增大,严重时,纸粉填满气阀芯沟槽商业轮转在中国,将阀芯挤死,损坏飞达头传动万向节。因此应定期保养飞达头的气阀芯和阀壳。
保养方法:扳开气阀壳侧面的弹簧片,即可将阀壳抽出一定距离,清理阀芯沟槽中的纸粉;如果纸粉较多,可以卸下阀壳上的气管电子监管码,将阀壳完全取出,彻底清理气阀芯沟槽部位和气阀壳吸气孔位置的纸粉。
16.为什么飞达手轮轴及中间齿轮出现严重磨损?
开动飞达前,应将手轮推入,否则,手轮将随飞达一同转动胶印机,造成手轮轴及中间齿轮的非正常磨损。
17.飞达与主机连接的链条太松对印刷有何影响?如何张紧链条?
飞达与主机连接的链条较松时,会发出链条与链条罩壳碰撞的声音,并且飞达下纸时间不稳定。张紧链条的方法是:松开图1中的3个固定螺丝,拉动链轮,增大链轮与主机之间的距离绿色印刷,而后重新拧紧固定螺丝。设计 
图1 飞达与主机连接链条的张紧DTP
18.手动气阀损坏的原因是什么?
手动气阀的开启时间由飞达传动面的凸轮控制,在凸轮没有转动到相应位置时,若用力强行扳动,会造成气阀的损坏。见图2。纸品包装 
图2 气阀与控制凸轮柯达

图3气阀与控制凸轮印前设备
前规调节与校正:
调节前规高度前,必须先保证两点,即前输纸板保持较高平整度;递纸牙垫按照薄纸参数做标准调整,与输纸板的距离为0.15-0.20mm。然后再开始调整。
①点动机器书刊印刷,使前规压舌降落到最低位置,此时机器的角度值为269°(肉眼看即可)。
②前规高度调节手柄刻度值调至“0”位,此时,所有的前规压舌与输纸板的间隙应为0.1mm(见图4)。此间隙可以采用0.2mm厚的塞规检查,也可以用2张128g/m2的铜版纸检查收购,单凭经验和手感。如果间隙值不符合要求,则要按下面方法进行调节:
点动机器,使前规摆距离前输纸板至最大位置,松开螺丝4(见图4)后再稍微带紧,以用外力刚好可改变位置为准印刷工艺,再次点动机器,使前规到达最低位置。对单个前规向下后向上施加外力,以达到0.1mm的间隙要求,用厚度为0.2mm的塞规检查间隙大小。再次点动机器,使前规摆距离前输纸板至最大位置加网,将螺丝4锁紧。如果个别前规没有调节余地,要另外将螺丝5松开,再进行调节。洗涤用品包装 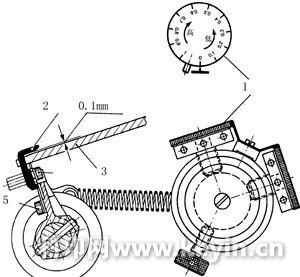
图4 前规高度调节印刷教育
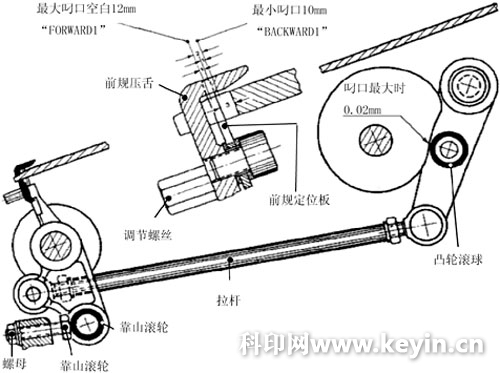
图5 调节纸张叼口大小CTP在中国
点动机器,使前规摆动至定位位置,松开图中拉杆上的螺母,拧动拉杆。缩短拉杆食品包装,以增加叼口大小;伸长拉杆,可减小叼口大小。而后调节靠山螺丝,使前规控制凸轮与凸轮滚球之间的间隙为0.02mm。
重新检查纸张叼口尺寸,必要时重新调节。
24.拉规条总擦伤印品背面的原因是什么?
原因1,印品未完全干燥。
解决方法:待印品完全干燥后再印刷。
原因2印前工艺,油墨的附着力不强。
解决方法:若印刷比较敏感的图像,应采用附着力强的油墨。若印品是印刷完一面的半成品,可以在拉规条上粘贴透明胶带或改用平拉规条。
原因3,采用的拉规条不规范。
解决方法:更换拉规条。见图6。包装物流 
图6 更换拉规条压凹凸
25.前规机构有4根拉簧,若有拉簧折断色彩,对印刷精度有影响吗?
前规机构中有一个或两个拉簧损坏后,前规定位板复位稳定性会降低,在印刷厚纸时会出现套印不准故障。当两个以上的拉簧折断后,前规将不能准确复位,影响套印精度。
26.纸堆上的木楔易滑入机器中纸品包装,损伤零部件,如何避免这类事情的发生?
在拉规部位添加一个挡板。这样,在抬起输纸框架时,挡板可以把木楔挡住,使其不进入机器中。见图7。光盘印刷 印前工艺 |


 名片
名片 封套
封套 无碳联单
无碳联单 信纸
信纸 信封
信封 纸杯
纸杯
 画册书刊
画册书刊 宣传单
宣传单 折页
折页 PVC卡
PVC卡
 手提袋
手提袋 无纺布袋
无纺布袋 图片新闻
图片新闻