通知:受相关行业春节放假影响,2月2日—2月17日期间所有印刷类订单,将统一于节后(2月18日起)安排发货,给您带来不便,敬请见谅!顺祝广大用户春节快乐!
|
随着人们生活水平的不断提高,符合环保要求的精美折叠纸盒备受青睐奥西,需求量不断增大,这给印后加工环节提出了更多、更新的要求。在印后加工中,除烫印、覆膜、上光、压纹和压凹凸等印品表面整饰加工工艺外,模切压痕和糊盒加工也是非常重要的环节,它直接影响到折叠纸盒的成型质量和商品的货架效果。认证 众所周知喷绘机,在折叠纸盒的印制全过程中,唯有糊盒加工作业是一个被动而细致的综合性作业过程。说其被动,是因为它的作业必须遵循折叠纸盒成型要素间的关联关系,有序地沿模切压痕加工所形成的相关挤压棱线折叠、迭压、黏合;说其细致,是因为自动糊盒作业前期需要耐心细致地调整给料输料间隙、导杆位置、预回折的时机、折压板位置、打磨深度、涂胶量大小、保压压力及时间等;说其综合性惠普,是因为糊盒时涉及到诸如折叠纸盒的表面特性(上光类型、覆膜类型等不同,折叠纸盒的表面特性也不同)、胶黏剂的性能、机械设备的调整与控制以及作业环境条件等因素。另外,糊盒加工作业还是折叠纸盒印制的最后一个环节,是产品增效与浪费的“分水岭“。因此,我们必须关注折叠纸盒的糊盒加工工艺化妆品包装,以便提升折叠纸盒的产品质量,力争实现经济效益最大化。本文以直线型和直线钩底型折叠纸盒为例,谈谈笔者对折叠纸盒全自动糊盒加工工艺的一些体会,与同行交流。
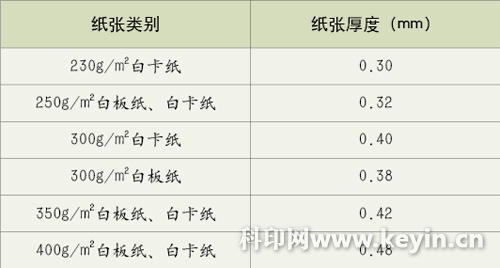
工艺准备 表1 纸张类别与厚度参照表 (2)表面整饰特性。目测判别待糊制折叠纸盒表面整饰工艺的类别,如普通上光、UV上光、覆膜等,以便合理选用与之匹配的胶黏剂。 调整进纸刀与传输皮带的间隙,确保单张纸板(卡纸)能顺畅通过爱普生,无双张纸板(卡纸)通过,建议将间隙设为纸板(卡纸)厚度的1.3倍;调整撑料杆,使折叠纸盒与传输皮带保持一定角度,通常对于小而轻的折叠纸盒,其角度应控制在15°~40°印刷包装城,对于大而重的折叠纸盒,其角度应控制在10°~20°。 |

 名片
名片 封套
封套 无碳联单
无碳联单 信纸
信纸 信封
信封 纸杯
纸杯
 画册书刊
画册书刊 宣传单
宣传单 折页
折页 PVC卡
PVC卡
 手提袋
手提袋 无纺布袋
无纺布袋 图片新闻
图片新闻