|
无线胶订工艺是当今工业化书籍加工的重要订联方法印刷检测,几乎适用于所有无须长期保存的产品,如广告宣传品、期刊杂志、平装书籍、商品目录的制作。据统计,德国几乎所有的小册子都采用热熔胶进行胶订,精装书中只有大约10%采用锁线订方式,考虑成本因素北人股份,近90%的精装书的书芯也是采用冷胶黏结。胶订的最大优点体现在高效性和经济性两方面。由于其工作节拍能够与配页机和三面切书机保持一致,所以三者组成的生产线广泛用于大批量书籍的装订加工。
无线胶订的种类
使用胶黏剂对书籍进行订联的方法较多,各有优缺点。
方法1 手工胶订
(1)胶订形式
手工胶订利用手工或半自动化机械在书背上涂刷胶液。手工上胶订联书籍目前主要用于产品样本、包装样盒的制作,以及信纸、收据等散页印刷品的装订。图1所示为散页裱头装订法。高宝 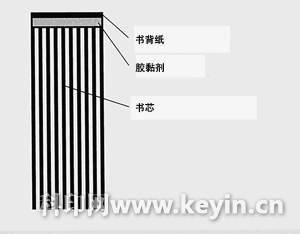
图1 产品样本和收据常用黏结法装订
图2所示称做卢贝克胶粘法,这种胶订方法是由德国的一位叫做Emil Lumbecken的装订工人于上世纪30年代发明的压凹凸,也是自合成胶发明以来,应用得最为成功的胶订技术之一。胶印机 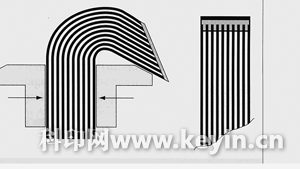
图2 卢贝克胶粘法大族冠华
这种胶订方式的具体操作是:将裁切好的书页用一个夹紧装置固定后,用手将纸叠向两个方向分别披开,每页间错开1.5~2mm的距离,用毛刷将白乳胶涂刷于坡面。若要进一步增强书芯的黏结强度版式设计,可在书背粘口处像图1方法一样,加粘纱布或书背纸包裹书背。显然,采用这种方法,书芯各单页除与胶层相连外(100g/m2的纸张厚度只有0.1mm),还与相邻的页面彼此黏结扫描,提高了黏结强度,这种方法优于图1所示的散页裱头装订法。
卢贝克胶粘法因其优良的黏结效果,在国外主要应用于精、平装坏书的手工修整和胶订精装书的手工制作以及报纸或杂志合订本的加工等。
当然,除了手工涂刷胶液外,还可以采用专门的涂刷机完成压凹凸,其工作原理如图3所示。书芯固定于夹紧装置中,夹紧装置带着书芯向上下摆动接触涂胶辊,胶液则通过一个三辊涂布装置涂刷到书芯上。套印 
图3 自动涂刷机示意图CTF
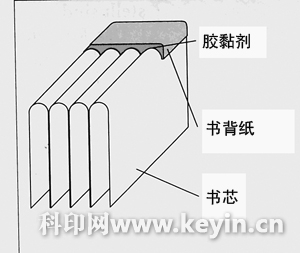
图4 筒子页胶粘法示意图商业轮转在中国
方法2 切孔胶订
采用冷胶装订书籍时常采用这种方法,需分两步进行。首先在折页机上对最后一折进行打孔设备,打孔刀的选择(如齿距、齿宽和齿形等)非常重要,要根据纸张的种类和折数综合考虑,德国MBO折页机有40余种打孔刀供用户选择。在打过孔的折帖上涂刷胶液后,胶液从孔洞渗进书页,最后在外面黏结书背纸票证印刷,增强书芯的牢固度。
目前这种方法国内外都使用得较少,主要是因为采用机械化加工无法保证胶液能够完全渗透到最内层的书页,而且由于使用冷胶,胶层涂布的均匀性也难保证。虽然在实际生产中这种胶订方法很少用到,但折页机对书帖最后一折进行打孔的加工工艺在现代无线胶订工艺中却是必不可少的。很遗憾包装物流,许多企业对胶订使用的折帖必须打孔的重要性认识不足,或者虽然折帖打了孔,却使用了不相配的花轮刀,折出的折帖几乎要断开,这些都会影响胶订质量。
方法3 锯槽胶订
图5所示数码印刷,书背处的天头和地脚处不进行铣切,所留距离为书芯总长度的10%~15%,当然需要在胶订机中加入一个附加控制系统,控制铣刀的运动方向和轨迹。在随后的上胶工位中先将切槽的部位灌满胶液,随后粘贴一层类似餐巾纸一样的毛粘材料印刷教育,由于其纤维松散,具有极好的吸附性。最后对整个书背涂刷胶液,再粘贴第2张书背纸,使黏结牢度大大提高。在德国,这种方法过去常用来加工类似于我国电话号码簿等极厚的商品目录全印展,但现在出于成本考虑,已很少使用。印前工艺 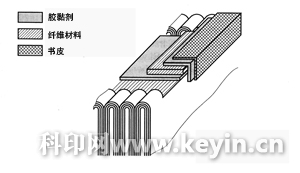
图5 锯槽胶订法媒体
无线胶订能否代替锁线订
书页能够用胶粘住,不会因为经常翻阅造成散页的,可以用胶订代替锁线订。对印有油墨、上光以及使用涂料纸的书册,其黏结效果会受到限制。
超过130g/m2的厚的或较硬的纸张曼罗兰,以及涂料纸胶订后容易在胶层处出现杠杆作用,所以不适合使用胶订,应采用锁线订方式。一般情况下,最适合胶订的内文纸张是书写纸,并且定量应小于90g/m2。
胶黏剂的种类及作用原理
1.胶黏剂的种类及特点
目前报纸印刷,能用于书刊胶订的胶黏剂有很多种,不同的胶黏剂有其特定的应用领域。因此,根据产品的用途等选择合适的胶黏剂,是印后加工工序的一项重要准备工作。一般情况下,应从以下几个方面综合考虑选用胶黏剂:
①产品的最终用途;
②纸张种类:如胶版纸、铜版纸、书写纸、报纸等;
③印量、交货周期;
④企业所具备的加工技术;
⑤经济性;
⑥印品表面特征:满版色、出血、需黏结的地方是否经过上光、烫印等处理。
用于生产型加工书籍的胶黏剂大致有白乳胶(又称冷胶)、EVA热熔胶和PUR热熔胶3种。表1为3种胶黏剂的特点比较。印刷设备 表1 3种常用胶黏剂特点比较

胶印机 从表1可以看出排版,若从胶订效果看,白乳胶的使用效果要好于热熔胶,也是出于成本考虑,德国90%以上的精装书芯采用冷胶黏结。因此,我们应根据所要装订书籍的种类以及印量大小选择合适的胶黏剂加网,不可一味地只使用热熔胶。印制加工周期紧、印量大、保存期较短的书籍,如学生课本、口袋书、商品目录等,宜采用热熔胶,便于联机高速加工。而保存时间较长、纸张较厚或一本书中纸张种类较多且需经常翻阅的书籍,宜使用白乳胶装订。
2.白乳胶与热熔胶的选择原则
白乳胶由于含有一定水分耗材,因此其黏结效果好,书背具有较好的柔韧性,书籍保存时间较长,同时翻阅效果也好于热熔胶。
采用热熔胶需要有一定的胶层厚度,会影响翻阅效果北人股份,书背柔韧性也受到限制,且随着时间的推移,书背容易断开。因此,绝大多数无须长期保存的书籍可以采用热熔胶装订;若书籍需要较长保存时间,内文纸张也较厚晒版,同时希望其翻阅效果较好的产品,则可以考虑采用白乳胶装订。
3.胶黏剂的作用原理
不论是固体的热熔胶还是液体的白乳胶,最终都会在纸张表面形成一层固体胶膜,胶膜依靠与纸张接触面的黏结力及胶黏剂内部的内聚力将纸张牢固黏结,如图6所示。陕西北人 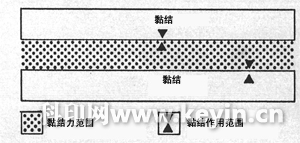
图6 胶黏剂与纸张的作用PS版

图7 不同纸张“接受”胶液的情况包装贸易
取不同温度下的胶液,分别滴在所要加工的材料表面网印,若胶滴在材料表面扩展开并占据尽可能大的面积,说明这种材料是“亲胶”的,同时这样的加工温度也是适宜的。相反,若胶滴延展性不佳,则表明这种温度下或者这种纸张是“拒胶”的。当然柯尼卡美能达,最为准确的方法应该是通过较长时间的实际使用,比较后选择胶黏剂种类及工作温度。
无线胶订工艺设计要点
影响胶订书籍质量的因素有很多,如纸张和胶黏剂的品质、书背处理的方式、胶液涂刷的情况等。但是,还有些细节是我们所忽视的,如书籍的工艺设计标准及认证,这里强调一些重要的细节。
1.铣背深度
铣背深度取决于纸张厚度和书帖折数。一般,纸张越厚,书帖的折数越多,铣削深度越大。如果一本书中2折和4折的书帖都有,应以4折为准。国内设计的铣背深度多为1.5~1.8mm质量控制,锯槽深度为0.8~1.5mm,合计为3~4mm。而在德国,由于书籍使用的内文纸张比我国常用的60g/m2纸张稍厚,所以推荐的标准为铣削深度3~5mm,加锯槽后合计应留出6~10mm的距离。无论如何高保真印刷,出版社和印刷厂都应关注这个问题,铣削量太小会出现掉页、散页等问题,太大则会影响读者的翻阅效果。Adobe
2.小页头的设计
胶订书籍中经常会出现小页头,如2页、4页,甚至还可能有单页。在编排设计折帖的页码时出版社和印刷厂都应注意上海光华,原则上最好不要将这些小页头放置于整本书芯的正数和倒数第1帖、第2帖。这是因为小页头从配页机进入胶订机时极易出现滑动,影响机器运行,或者因闯不齐,铣削时不能到位。
3.内文印刷油墨
需要进行后序装订的印刷品,使用的印刷油墨应以快干型油墨为主包装总论,墨层要具有一定耐磨性。这是因为在配页机以及从配页机到胶订机的过程中,书帖会受到多种机械作用,如果墨层耐磨性差,很可能会被磨花。
4.封面材料与印刷
印刷封面要选择正确的油墨,原因是一样的绿色印刷,封面在生产线上加工时要经过多次“剧烈”的机械作用。此外,满版实地印刷的封面在压痕时由于过大的压力极易产生“墨杠”。所以,出版社在设计封面时应少用满版深底色,而印刷厂也要尽可能少用低档油墨,共同协作图像处理,提高质量。
5.内文和封面纸张的丝缕方向
纸张的丝缕方向可能对印刷和印后质量产生重大影响,以前我们较少重视。德国印刷企业非常强调纸张的丝缕方向,纸张供应商必须在显著位置标明是“S”纵丝缕还是“B”横丝缕,此外,出版社和生产工艺设计人员在开具施工单时都必须标出产品所要求的丝缕方向。由于纸张纤维本身具有吸湿性企业,若纤维的排列方向垂直于刷胶边,则非常容易产生荷叶边,影响到胶订质量。实验测试证实,若采用热熔胶装订,特别是对于厚纸的加工按需印刷,错误的丝缕方向会直接造成书册散页掉页。因此,要求内文纸张和封面纸张的丝缕方向与胶订边平行。包装材料
6.书芯厚度与封面纸张的关系
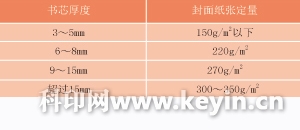
应根据书芯厚度选择合适定量的封面纸张或纸板。原则上,内文越厚,封面纸张也应越厚。若两者不相配,书芯和封面的套合挤压效果不好。此外洗涤用品包装,也容易在封面与书背的接触处产生轻微的“中空”或者书背不平直。比较我国和德国的封面纸张标准,可以发现受成本影响,我们的封面纸张标准较低,图书多采用大前口的方式来规避使用厚纸。表2为德国印刷工业协会推荐的书芯厚度与封面纸张的选择标准,供出版社参考。喷墨印刷 表2 德国印刷工业协会推荐的书芯厚度与封面纸张的关系
奥西 7.封面长度
要求封面至少应比书芯长度大出5mm。这是为了避免在包本成型工位印刷市场,未干透的胶液通过挤压甩到设备上,影响后续加工。
8.内文纸张定量对胶订质量的影响
国外图书内文用纸的定量一般高于国内,但内文纸张用纸不是越厚越好。纸张越厚也就越硬,对胶订非常不利。因此,内文用纸不要使用过厚的纸张加网,若大于130g/m2,出版社应考虑其他订联方式,无线胶订无法满足要求。
生产线装订工艺要点
影响书刊胶订质量的因素有许多,归纳起来应多注意以下几方面问题:①书背处理;②热熔胶选择;③胶液涂布;④纸张特性;⑤书背纸应用;⑥干燥。
1.书背处理
不论采用何种书背处理方法,目只有一个:将连在一起的书帖“铣削”成单页版材,保证在刷胶时能够使每一个单页相互黏结订联。胶订联动线一般提供两种书背铣削方式,如图8所示。但大多数企业在采购时只配一种铣刀。拼版 
图8可变数据印刷
生产线上采用何种铣削方式以及是否增加打毛和锯槽工位主要取决于纸张的特性。原则上,表面“粗糙”的纸张易选择加工后断面较为平滑的方式,而表面较光滑的纸张与此相反。实际生产中,对于普通书写纸和胶版纸标签,选择纸条铣削方式即可。一些施胶较少、松软以及表面粗糙的纸张由于纤维间连接不紧密,也采用纸条铣切方式,但可以考虑省去打毛和锯槽工序。与此相反,若纸张经上光或是涂料纸,选择纸粉铣切方式较为合理输纸,且必须增加打毛和锯槽工位,以增加胶液对纸张的黏附力。
厚度超过20mm的书背不宜采用纸条铣切方式,因为铣切过厚的书籍需要较大的机械作用力,摩擦产生的热量较高,存在隐患。
据测试喷墨,书帖铣成单页后再经打毛和锯槽处理,可提高10%~20%的黏结强度。书背处理方法除常见的打毛方式外,还有以下几种,见图9。对于较厚、紧度较大、施胶度高的纸张及涂料纸,若加入锯槽工位可以提高黏结效果胶印,但是,如果使用了较松软、施胶度低的纸张,锯槽反而会破坏纸张间纤维的连接。所以书芯使用这种纸张时,工艺设计人员要考虑其必要性。裁切 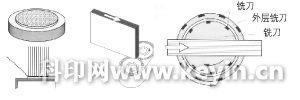
图9 多种打毛方式人物
|


 名片
名片 封套
封套 无碳联单
无碳联单 信纸
信纸 信封
信封 纸杯
纸杯
 画册书刊
画册书刊 宣传单
宣传单 折页
折页 PVC卡
PVC卡
 手提袋
手提袋 无纺布袋
无纺布袋 图片新闻
图片新闻